![[マシナリー事業]MACHINERY](img/machinery_title.gif)
不二精工向けビードワイヤリング製造用設備の製造とタイヤメーカー向け成型機設備の製造を目的とし操業を開始しました。
その後、自動車関連企業向け設備製造へと業務を拡大し現在は、お客様ごとのご要望に個々で対応した開発~設計~加工・組み立て~設置、更にはアフターメインテナンスも含めたトータル的な機械設備製作を行っております。

不二商事・木曽岬工場
| 全体概要 |
|---|
| 工場敷地面積:7911m² 工場面積:3248m² |
| 保有設備一覧 |
|
| 主な加工用機械設備 |
|
揺動鍛造機
【鍛造とは】
金属の素材加工には鍛造、鋳造、プレス加工、粉末冶金などがあります。
「鍛造」とは、金属素材を打撃・加圧することにより目的の形状に作りこむ方法です。
この加工法は、他の方法と比較して、より粘り強く衝撃破壊を起こしにくい強度的に優れた「靭性」特性を有する製品の製造が可能となります。
『鍛造品の特徴』
| 鍛造品 | 鋼材からの削りだし品 | 鋳物品 | |
|---|---|---|---|
| 組織形状図 |  |
 |
 |
| 組織 | 材料形状に沿って メタルフローが流れている |
加工した部分で メタルフローが切断されている |
メタルフロー無し |
| 性質 | 反復曲げ応力に強い | 反復曲げ応力に弱い | 反復曲げ応力に弱い |
【鍛造の種類】
一口に「鍛造」と言っても、実際の所は「作業温度」と「変形方法」により区別されています。
「作業温度による分類」
熱間鍛造は材料を加熱して軟らかくして鍛造するので、変形抵抗が少なく複雑な形状の部品を造る事が出来ます。
冷間鍛造は熱間よりも成形精度が高く、後工程での機械加工工数を減らすことが出来ます。
| 自由鍛造 | 据込み | アプセッティング ヘッディング |
|---|---|---|
| 鍛錬 | 展伸鍛錬 実体鍛錬 中空鍛錬 穴広げ鍛錬 | |
| 型鍛造 | 半密閉鍛造 | 半密閉ばり出し鍛造 |
| 密閉(閉塞)鍛造 | 精密鍛造 分流鍛造 閉塞鍛造 コアードフォージ | |
| 押出し鍛造 | 直接押出し鍛造 関節押出し鍛造 複合押出し鍛造 | |
| 回転鍛造 | 転造 リングローリング ロール鍛造 揺動鍛造 |
自由鍛造は、加工物を治具などにセットして、ハンマー等で成形する。熟練の技術が必要で、少量生産向き、型鍛造は、鍛造用金型を用いて鍛造する。大量生産品向きです。
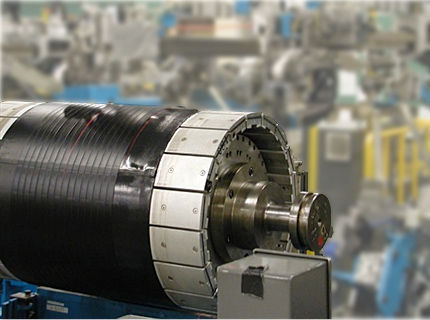
【揺動鍛造とは】
回転鍛造法の中で、上型のみが揺動し、部分的加工の繰り返しで成形する方法です。
この方法の特徴は、加圧力が小さく衝撃的に加圧しない為、従来、大型の設備が必要であったものが小型で済み、騒音や振動の発生も抑制できます。
従って、機械金型の製造費、防音・防振対策費等を低減に繋がります。更に、据付にあたって特別な基礎を必要としせず、機械加工ラインに容易に接続することができます。
また加工される素材においても、局部的順次加工のため、材料流れに対する型面摩擦が小さく、加工限界が向上します。そのためボンデ処理・中間ナマシ等の省略や、従来温間加工していたものを冷間加工だけで仕上げて完成品にすることも可能になります。また、焼結品の高密度化にも従来の鍛造より揺動鍛造の方が有利なことが実証され実用化されています。
1979年より、当事業部では、揺動鍛造機-名称「ロッキングプレス」の製造、販売をしております。
弊社の設備は自動車用HUBベアリングの軸端カシメをはじめとして多方面で使用されています。
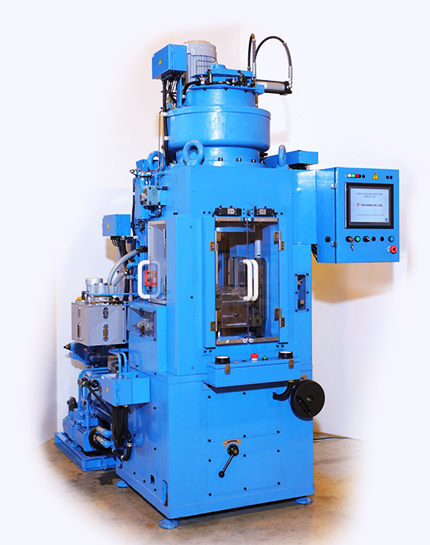
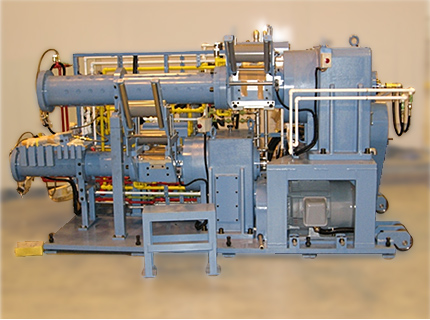
300KN 揺動カシメ機
(300KN SWAGING MACHINE)
RDP-301-VSN
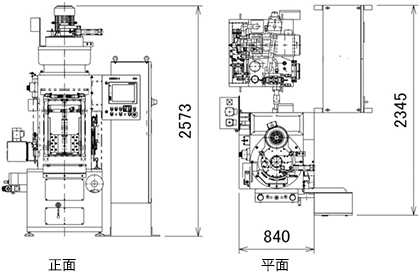
| 揺動角 | 5º(0~5º) | ラムテーブルから揺動中心までの 距離(フトコロ長) |
330mm |
|---|---|---|---|
| 揺動回転数 | 0~500RPM(可変) | ||
| 揺動電動機 | 3.7KW | パンチ取付端面から 揺動中心までの距離 |
70mm |
| 加圧荷重 | 300KN(≒30TONf) MAX | ||
| ラム速度(上昇時) | 30mm/sec MAX | ラムストローク | 150mm |
| ラム速度(加圧上昇) | 5mm/sec MAX | ||
| ラム速度(下降時) | 150mm/sec MAX | ラムストロークストッパー 調整範囲 |
100~150mm |
| ワーククランプ | オプション | ||
| 油圧電動機(1) | 3.7KW | ||
| 油圧電動機(2) | 2KW(サーボモーター) | ||
ロッキングプレス使用製品事例

当社のロッキングプレスにて製造された自動車用ハブベアリングでディスクブレーキとサスペンション部品の間に取り付けられます。
駆動を伝える為、この内部も精密な形状をした組合わせ加工が施されています。
国内自動車のハブ・ベアリング加工はオンリーワンの設備で、海外のハブベアリング制作企業からの採用決定も頂いております。


専用機製造


![[受付対応]平日9:00~17:00 0567-68-6551](../business/img/business_contact_tell05.png)